PLC編程實操案例之多點搬運控制案例詳解(內(nèi)含源程序)
發(fā)布于2023-04-04 11:06
275
2
標(biāo)簽:PLC案例
一�、案例描述
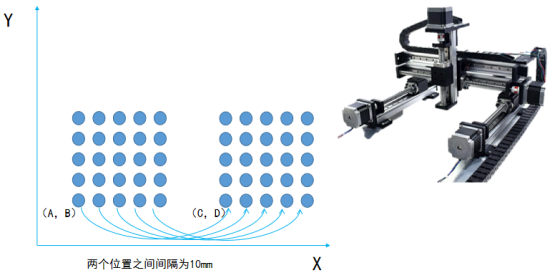
有一批物料均勻的呈陣列排布在一個托盤上面,現(xiàn)在需要把物流均勻的搬運到另外一個位置���,通過一個3軸的龍門臺控制�,需要搭配一個威綸通觸摸屏,要求寫出控制程序�。
PLC案例源程序百度云分享鏈接:https://pan.baidu.com/s/15Tzgsvu3YRIGLBJSDv8T5Q?pwd=jcpx 提取碼:jcpx
要求:
1)手動模式下,可手動控制平臺左右前后上下移動��。
2)按下回原點按鈕�,能夠自動回原點,回完原點才可進(jìn)行自動
3)自動模式下����,按下啟動按鈕,會將物流一個一個從第一個坐標(biāo)系一一搬運到第二個坐標(biāo)系�。
4)給定第一個坐標(biāo)系第一個坐標(biāo)點和給定第二個坐標(biāo)系第一個坐標(biāo)點,其他點兩兩之間間隔是10mm�,PLC需要自動計算出來。
5)按下急停按鈕按鈕�����,步進(jìn)電機立即停止運行�����。需重新執(zhí)行一次原點回歸指令
6)按下暫停按鈕時����,設(shè)備停止����,重新按下啟動時設(shè)備繼續(xù)動作�。
二、電氣元件選型
|
序號
|
元件
|
數(shù)量
|
|
1
|
空氣開關(guān)
|
6個
|
|
2
|
FX3U-16MT plc
|
1臺
|
|
3
|
威綸通觸摸屏 TK8071IP
|
1個
|
|
4
|
3軸步進(jìn)電機滑臺
|
1套
|
|
5
|
24V開關(guān)電源(100W)
|
1臺
|
三�、I/O分配
|
輸入點
|
標(biāo)簽
|
輸出點
|
標(biāo)簽
|
|
X0
|
Y負(fù)極限
|
Y0
|
Z脈沖
|
|
X1
|
Y原點
|
Y1
|
X脈沖
|
|
X2
|
Y正極限
|
Y2
|
Y脈沖
|
|
X3
|
X正極限
|
Y3
|
Y方向
|
|
X4
|
X原點
|
Y4
|
X方向
|
|
X5
|
X負(fù)極限
|
Y5
|
Z方向
|
|
X6
|
Z正極限
|
Y6
|
|
|
X7
|
Z原點
|
Y7
|
|
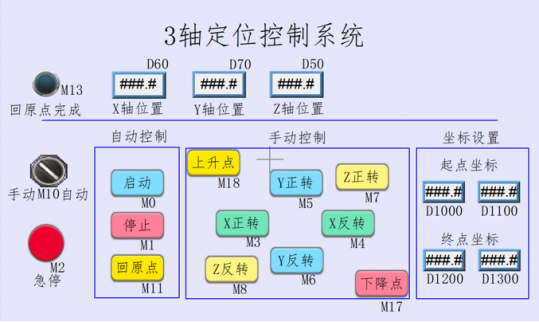
觸摸屏的界面設(shè)置如上,下面把這些點位寫成表格�����,如下圖表
|
點位
|
標(biāo)簽
|
點位
|
標(biāo)簽
|
|
M0
|
啟動
|
M10
|
手自動
|
|
M1
|
停止
|
M11
|
回原點開始
|
|
M2
|
急停
|
M12
|
回原點中
|
|
M3
|
X正轉(zhuǎn)
|
M13
|
回原點完成
|
|
M4
|
X反轉(zhuǎn)
|
M14
|
X軸回原完成
|
|
M5
|
Y正轉(zhuǎn)
|
M15
|
Y軸回原完成
|
|
M6
|
Y反轉(zhuǎn)
|
M16
|
Z軸回原完成
|
|
M7
|
Z正轉(zhuǎn)
|
M17
|
確認(rèn)下降點
|
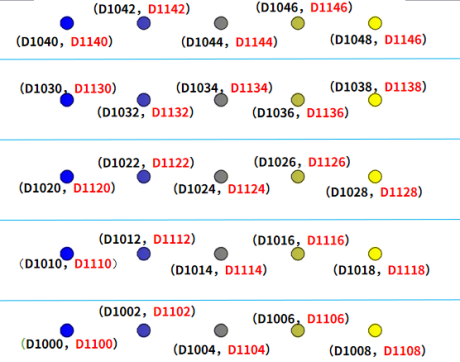
坐標(biāo)系的地址如下�,啟點的X坐標(biāo)使用D1000開始的連續(xù)25個雙字寄存器,起點的Y坐標(biāo)用D1100開始的連續(xù)25個雙字寄存器���;
第一個坐標(biāo)系第一個點坐標(biāo)是(D1000,D1100),第2個點是(1002��,1102)... ...
同樣的方法����,終點的X坐標(biāo)用D1200開始的連續(xù)25個雙字寄存器���,終點的Y坐標(biāo)用D1200開始的連續(xù)25個雙字寄存器;
后面計算就給這些地址賦值可以搭建好坐標(biāo)系。
四�、程序編寫��,點擊免費試學(xué)PLC教程
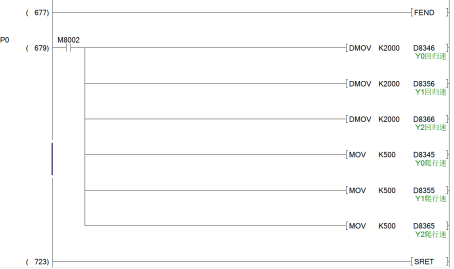

1)原點回歸速度和爬行速度設(shè)置��。
為了縮短掃描周期����,把回歸速度和爬行速度寫在子程序P0里面�����,設(shè)置回歸速度為2000����,爬行速度為500.

2)數(shù)據(jù)計算。
觸摸屏只需要給定起點坐標(biāo)(D1000,D1100)��,終點坐標(biāo)(D1200,D1300)其他地址坐標(biāo)就能自動計算出�,這部分的程序比較多,可以寫成子程序���,這里使用P1的子程序���,需要調(diào)用的時候再調(diào)用。
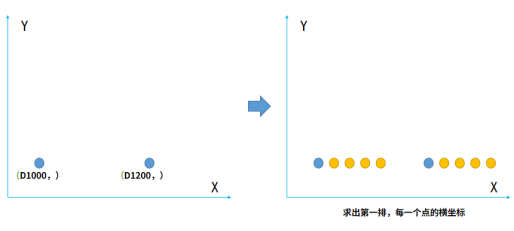
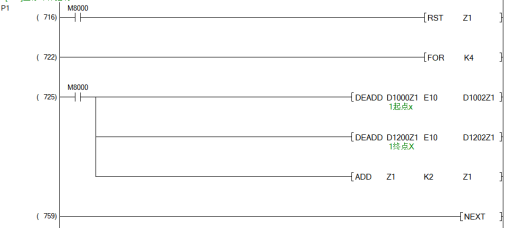
首先�����,求出最下面一行,所有點的橫坐標(biāo)�����,如下通過一段FOR循環(huán)和變址��,后面的每一個點是前一個點坐標(biāo)加10mm�,通過循環(huán)變址,循環(huán)4遍����,就能求出第一行的10個數(shù)據(jù)橫坐標(biāo)
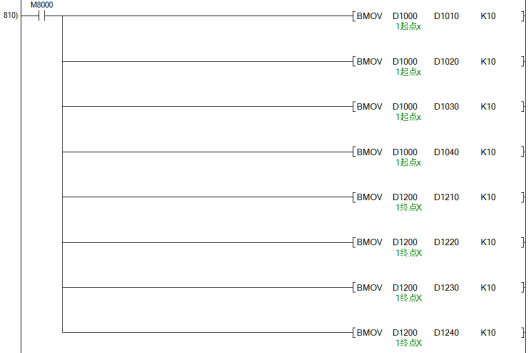
根據(jù)第一行的數(shù)據(jù),后面每一行的橫坐標(biāo)都和第一行一樣���,因此�����,使用8個批量測試指令��,就能把后面8排地址的數(shù)據(jù)計算出來��,這樣的話橫坐標(biāo)就都計算完畢
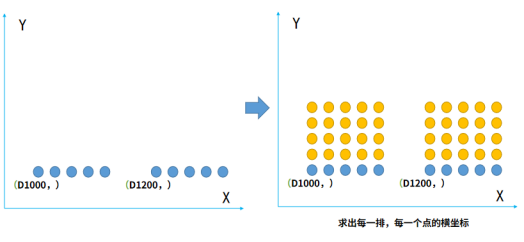
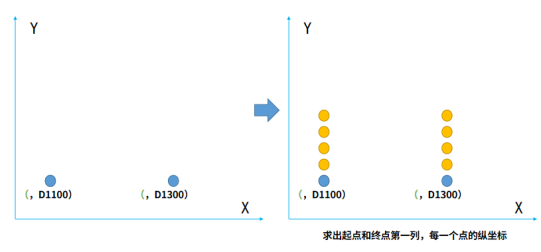
接下來����,求出第一列10個點的縱坐標(biāo)��,如下通過一段FOR循環(huán)和變址�,后面的每一個點是
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























