【PLC實操案例】基于多功能切換液體灌裝生產(chǎn)控制程序設(shè)計
發(fā)布于2023-02-28 11:05
129
2
標(biāo)簽:PLC實操案例
一����、任務(wù)目標(biāo)
該任務(wù)一個綜合應(yīng)用案例,主要目的是回顧本章節(jié)所介紹到的相關(guān)指令�。其中包括常開、常閉����、線圈����、置位、復(fù)位�����、定時器�����、計數(shù)器等相關(guān)指令的使用�����。
二、任務(wù)描述
有一非標(biāo)自動化設(shè)備主要有輸送帶和灌裝機(jī)構(gòu)組成如圖2-5-1����,實現(xiàn)輸送帶輸送飲料空瓶到灌裝站灌裝液體,灌裝完液體后繼續(xù)輸送到指定位置�����,要求:
1.傳送帶有手自動兩種模式運(yùn)行��,每種模式均要在系統(tǒng)啟動運(yùn)行后且進(jìn)行模式確認(rèn)后才生效����。
2.系統(tǒng)啟動后按下測試按鈕還能測試傳輸狀態(tài)、報警狀態(tài)和手自動狀態(tài)指示燈
3.選擇對應(yīng)的模式�����,并按下模式確認(rèn)按鈕后���,對應(yīng)的模式指示亮�;此時方可進(jìn)行相關(guān)的控制操作��。
4.在手動模式時,可進(jìn)行點動輸送帶正反轉(zhuǎn)運(yùn)行��、也可手動控制灌裝閥�。
在自動模式時
5.在自動模式時,傳輸指示燈閃爍;當(dāng)輸送帶運(yùn)轉(zhuǎn)時����,指示燈常亮;空瓶檢測傳感器檢測到空瓶�,若按下啟動按鈕后,輸送帶向前運(yùn)轉(zhuǎn)����。
6.當(dāng)運(yùn)轉(zhuǎn)到灌裝位置后����,輸送帶暫停運(yùn)行,灌裝機(jī)構(gòu)開始灌裝液體����,一定時間后(可設(shè)定時間)停止灌裝。
7.灌裝完成后�����,輸送帶繼續(xù)運(yùn)行,到達(dá)終端檢測傳感器后����,記一次數(shù),輸送帶停止�����。
8.輸送帶停止后方可對計數(shù)器復(fù)位��。
9.在達(dá)到計數(shù)設(shè)定值時��,若有物料也無法正常運(yùn)行�����,必須計數(shù)復(fù)位后才能再次運(yùn)行�。
10.若按下系統(tǒng)停止,則整個系統(tǒng)停止運(yùn)行�����。
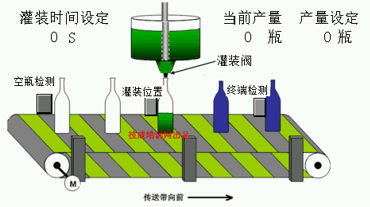
圖2-5-1 罐裝機(jī)構(gòu)示意圖
三�����、任務(wù)實施
本任務(wù)的實施步驟主要分為PLC接線、IO地址分配以及程序設(shè)計思路:
1.PLC接線如圖2-5-2
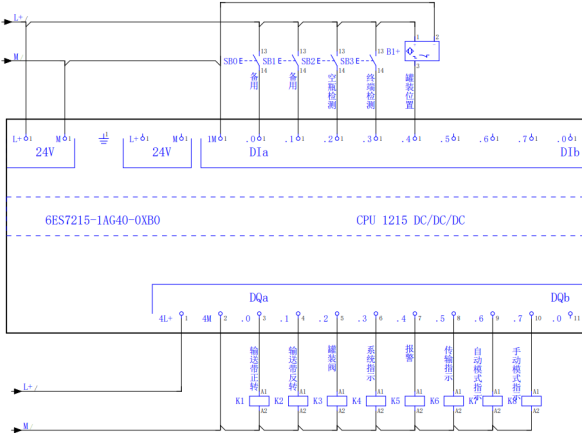
圖2-5-2 PLC接線圖
2.IO地址分配如表2-5-1
表2-5-1 IO地址分配表
|
輸入地址
|
說明
|
輸出地址
|
說明
|
|
I0.2
|
空瓶檢測
|
Q0.0
|
輸送帶正轉(zhuǎn)
|
|
I0.3
|
終端檢測
|
Q0.1
|
輸送帶反轉(zhuǎn)
|
|
I0.4
|
罐裝位置
|
Q0.2
|
灌裝閥
|
|
|
|
Q0.3
|
系統(tǒng)指示
|
|
|
|
Q0.4
|
報警
|
|
|
|
Q0.5
|
傳輸指示
|
|
|
|
Q0.6
|
自動模式指示
|
|
|
|
Q0.7
|
手動模式指示
|
3. 程序設(shè)計思路:
本任務(wù)中的設(shè)備主要是控制傳送帶和罐裝閥��。模式分為手動和自動��,故可以使用一個標(biāo)志位判斷所選擇的模式��。當(dāng)啟用的是手動模式時�����,可以手動對設(shè)備進(jìn)行啟??刂啤.?dāng)啟用的是自動模式時����,根據(jù)傳感器的狀態(tài)判斷是否啟動相關(guān)設(shè)備。
程序分為OB1主程序(圖2-5-3)���、FC_手動控制程序(圖2-5-4)、FC2_自動控制程序(圖2-5-5)�。
4.程序設(shè)計
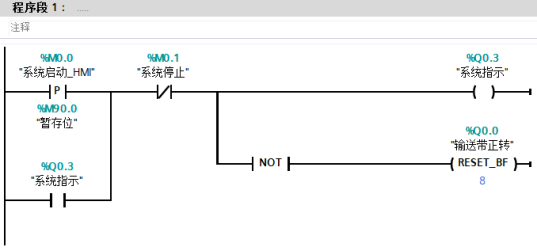
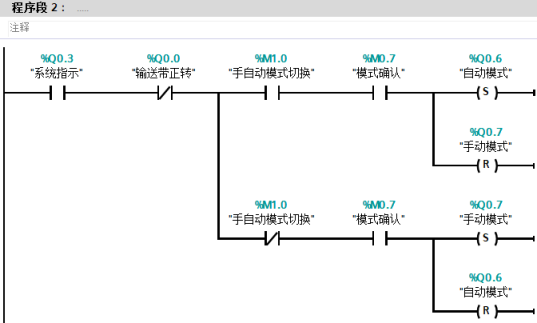
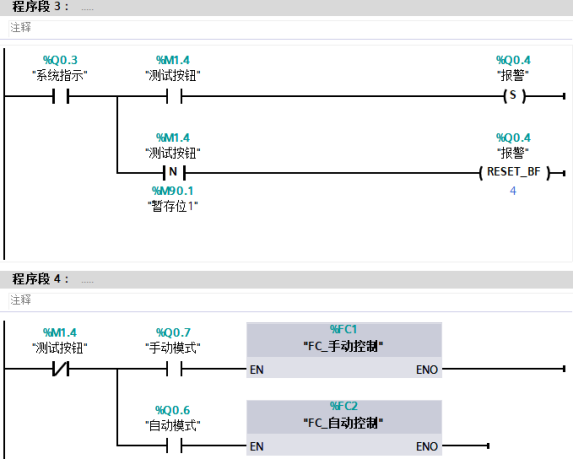
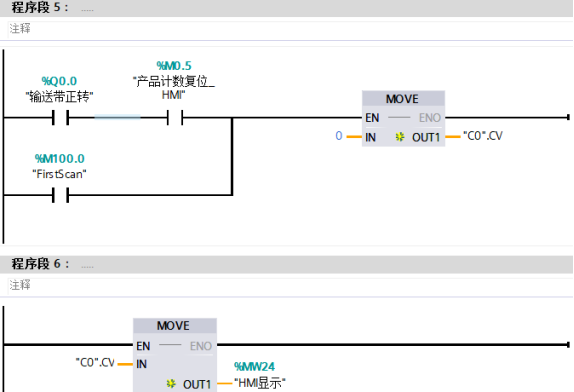
圖2-5-3 主程序
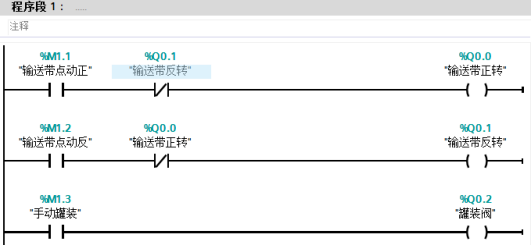
圖2-5-4 FC1_手動控制程序
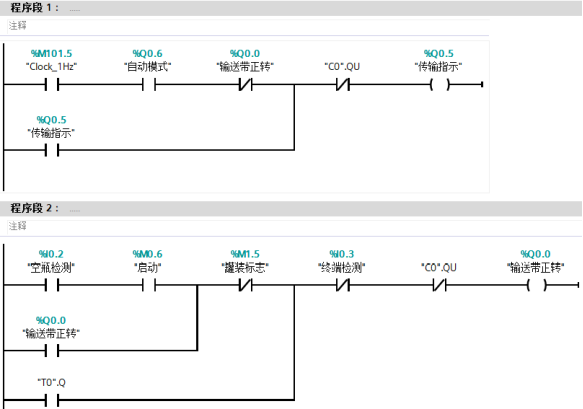
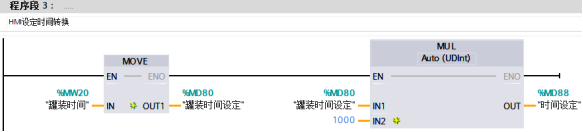
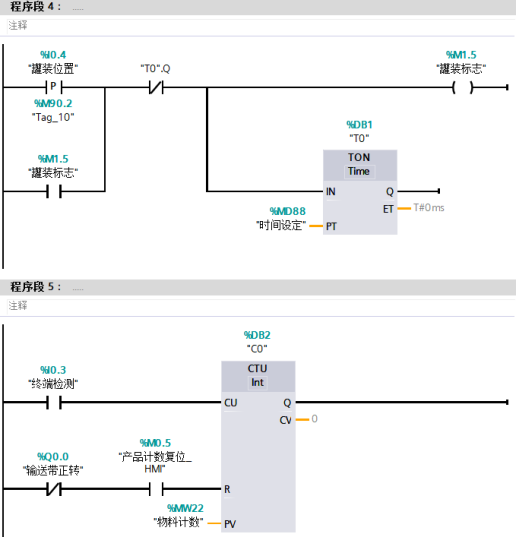
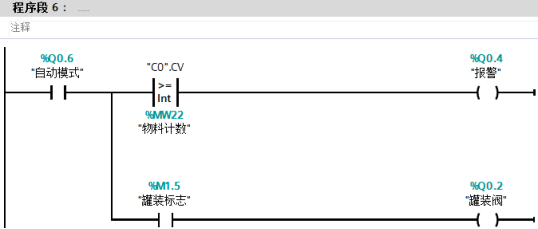
圖2-5-5 FC2_自動控制程序
四、經(jīng)驗與總結(jié)
1.在本任務(wù)中����,使用了兩個FC程序塊編寫手動控制程序和自動控制程序��。當(dāng)切換為手動模式時復(fù)位自動模式�,切換到自動模式時復(fù)位手動模式����。手動控制相對簡單,只需要關(guān)聯(lián)幾個HMI變量控制對應(yīng)設(shè)備即可��。
自動模式:當(dāng)傳感器檢測到物料為空瓶時�,按下啟動按鈕,傳送帶正轉(zhuǎn)�����,到了罐裝位置后停止����,然后延時一定時間(此時間來自HMI)再繼續(xù)正轉(zhuǎn)。時間計數(shù)器判斷罐裝完物料多少個�����,然后再通過比較指令輸出相應(yīng)線圈��。
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























