三菱FX 3U 半成品的入庫(kù)和出庫(kù)傳送控制
饒等
發(fā)布于2021-06-21 10:16
24
1
標(biāo)簽:三菱FX 3U PLC,三菱PLC,PLC編程,
 【免費(fèi)下載】PLC軟件下載_PLC軟件安裝教程_PLC手冊(cè)下載_PLC案例下載����!
【免費(fèi)下載】PLC軟件下載_PLC軟件安裝教程_PLC手冊(cè)下載_PLC案例下載����!
【免費(fèi)學(xué)習(xí)】 變頻器精品課程_西門(mén)子PLC精品教程_三菱PLC精品教程!
今天給大家分享一個(gè)半成品的入庫(kù)和出庫(kù)傳送控制的案例����,采用的是三菱FX3U PLC去實(shí)現(xiàn),這個(gè)控制中因?yàn)樯婕皩?duì)產(chǎn)品數(shù)量的統(tǒng)計(jì)�,我們會(huì)應(yīng)用到計(jì)數(shù)器,要求大家是在熟悉基本指令���、計(jì)數(shù)器指令的使用為前提的�����,話不多說(shuō)���,我們就來(lái)看看具體案例吧。
【案例】半成品的入庫(kù)和出庫(kù)傳送控制
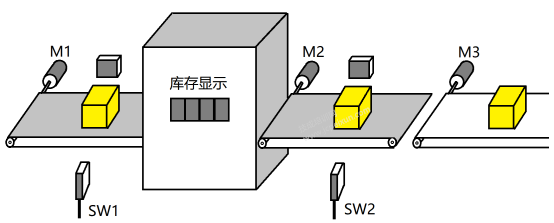
某工廠的半成品庫(kù)是用來(lái)存放半成品的��,在生產(chǎn)中由入庫(kù)傳送帶電動(dòng)機(jī)M1啟動(dòng)��,將產(chǎn)品傳送到半成品庫(kù)中,并通過(guò)對(duì)射式光電傳感器SW1檢擦半成品是否通過(guò)�,出庫(kù)時(shí)啟動(dòng)出庫(kù)傳送帶電動(dòng)機(jī)M2,將半成品運(yùn)送到車(chē)間去生產(chǎn)�。出庫(kù)前必須先啟動(dòng)車(chē)間生產(chǎn)線的傳送帶電動(dòng)機(jī)M3,半成品的出庫(kù)通過(guò)光電傳感器SW2進(jìn)行檢測(cè)����,此外,還要求在半成品庫(kù)中顯示庫(kù)存的數(shù)量��。
第一步:對(duì)控制進(jìn)行分析
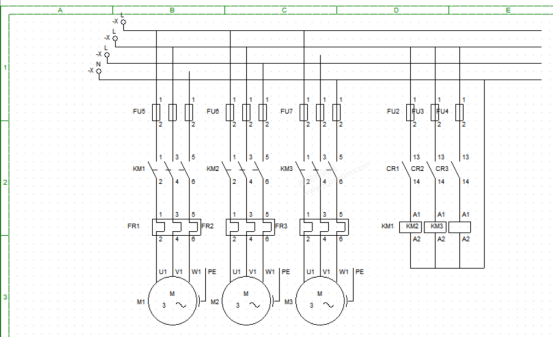
半成品的傳送控制我們?cè)O(shè)計(jì)一個(gè)系統(tǒng)啟動(dòng)按鈕和急停按鈕���,傳送控制一般會(huì)設(shè)計(jì)手自動(dòng)模式�����,我們可以分別設(shè)置手動(dòng)選擇和自動(dòng)選擇開(kāi)關(guān)進(jìn)行切換,對(duì)于手動(dòng)模式時(shí)����,分別由各自的啟動(dòng)按鈕和停止按鈕進(jìn)行控制,此外對(duì)半成品庫(kù)數(shù)量的統(tǒng)計(jì)用到了計(jì)數(shù)器����,我們?cè)僭O(shè)計(jì)一個(gè)清零按鈕�。傳送帶電機(jī)M1�����、M2��、M3分別用中間繼電器進(jìn)行控制�����,CR1的動(dòng)合觸點(diǎn)控制接觸器KM1的線圈通電斷電�,同理,CR2控制接觸器KM2�,CR3控制接觸器KM3,在選用接觸器的使用選用是線圈電壓為AC220V的接觸器�����,所以控制回路選用的是AC220電源�,電動(dòng)機(jī)的控制的電氣原理圖如下所示。
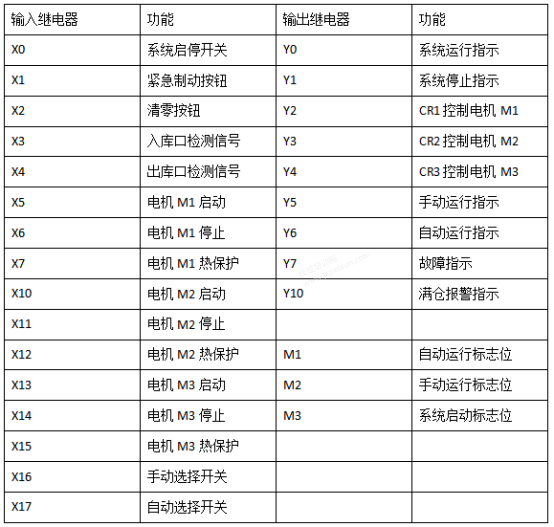
第二步:IO分配與PLC接線
第三步:控制程序設(shè)計(jì)
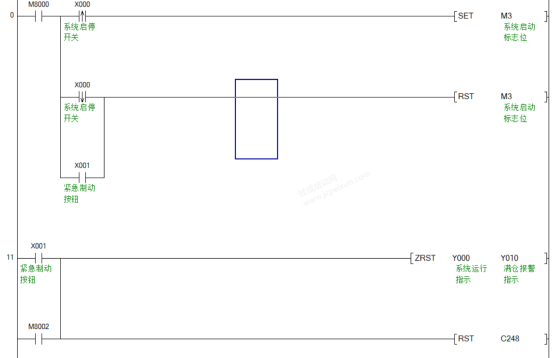
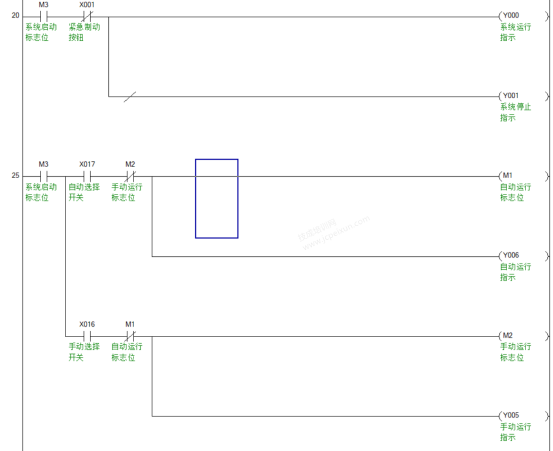
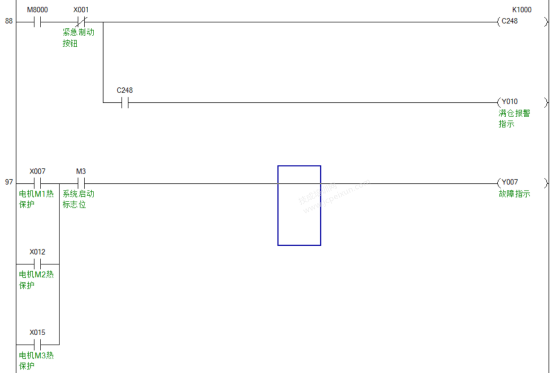
1��、首先做上電復(fù)位及緊急制動(dòng)時(shí)復(fù)位輸出和計(jì)數(shù)器程序�����,合上系統(tǒng)啟停開(kāi)關(guān),驅(qū)動(dòng)系統(tǒng)啟動(dòng)標(biāo)志位M3��,斷開(kāi)系統(tǒng)啟停開(kāi)關(guān)����,則復(fù)位標(biāo)志位M3,按下緊急制動(dòng)按鈕時(shí)�����,也復(fù)位標(biāo)志位M3��。
2�、使用系統(tǒng)啟動(dòng)標(biāo)志位M3的常開(kāi)觸點(diǎn)控制系統(tǒng)運(yùn)行指示燈,取反后輸出系統(tǒng)停止指示燈�。因控制要求有自動(dòng)和手動(dòng)運(yùn)行模式,當(dāng)自動(dòng)選擇開(kāi)關(guān)為ON時(shí)�����,自動(dòng)運(yùn)行標(biāo)志位和自動(dòng)運(yùn)行指示燈為ON�,當(dāng)手動(dòng)選擇開(kāi)關(guān)為ON時(shí)�,手動(dòng)運(yùn)行標(biāo)志和手動(dòng)運(yùn)行指示燈為ON。手自動(dòng)運(yùn)行標(biāo)志設(shè)置互鎖�����,防止處于自動(dòng)模式時(shí)執(zhí)行手動(dòng)模式。
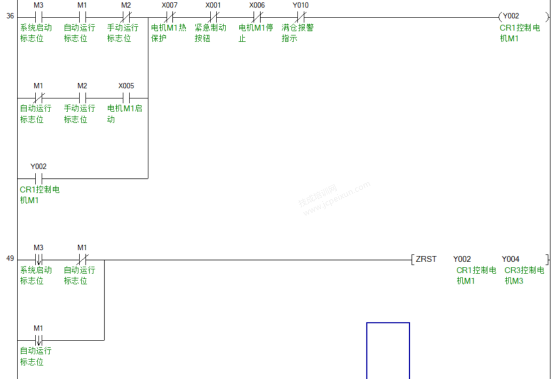
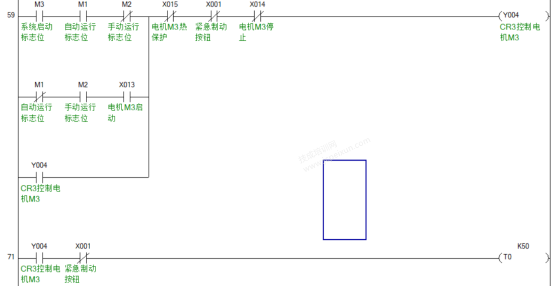
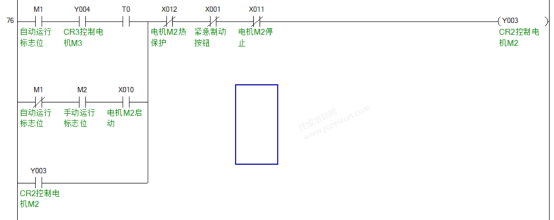
3��、設(shè)計(jì)手動(dòng)和自動(dòng)模式的控制�����,系統(tǒng)啟動(dòng)M3為ON后�,并處于自動(dòng)運(yùn)行模式時(shí)M1常開(kāi)觸點(diǎn)接通,控制電機(jī)M1����、M2、M3動(dòng)作�,控制要求入庫(kù)傳送帶電動(dòng)機(jī)M1啟動(dòng),出庫(kù)時(shí)啟動(dòng)出庫(kù)傳送帶電動(dòng)機(jī)M2�,要求出庫(kù)前必須先啟動(dòng)車(chē)間生產(chǎn)線的傳送帶電動(dòng)機(jī)M3,也就是按M3→M2的順序啟動(dòng)的�����,我們?cè)O(shè)計(jì)是M1���、M3先啟動(dòng)�����,M3延時(shí)之后再啟動(dòng)M2��,這樣設(shè)計(jì)的好處是可以防止貨物在兩個(gè)傳送帶之間發(fā)送碰撞����。對(duì)于自動(dòng)運(yùn)行模式時(shí),當(dāng)系統(tǒng)啟動(dòng)標(biāo)志產(chǎn)生下降沿或自動(dòng)運(yùn)行標(biāo)志產(chǎn)生下降沿時(shí)��,停止三個(gè)電機(jī)的輸出�。當(dāng)處于手動(dòng)運(yùn)行模式時(shí),M2常開(kāi)觸點(diǎn)接通���,可以手動(dòng)通過(guò)按各個(gè)電機(jī)的啟動(dòng)和停止按鈕進(jìn)行分別啟停�,當(dāng)熱保護(hù)信號(hào)動(dòng)作或緊急制動(dòng)時(shí)電機(jī)都會(huì)停止�。當(dāng)入庫(kù)后計(jì)數(shù)值到達(dá)設(shè)定值時(shí),觸發(fā)滿(mǎn)倉(cāng)報(bào)警信號(hào)���,這時(shí)使入庫(kù)傳送帶電機(jī)停止�����。
4�、寫(xiě)入庫(kù)計(jì)數(shù)程序��,計(jì)數(shù)器采用高速計(jì)數(shù)器C248��,C248對(duì)應(yīng)的PLC端子是X3�、X4、X5���,X3是加計(jì)數(shù)脈沖輸入�����,我們將X3連接入庫(kù)口的光電傳感器SW1��,當(dāng)SW1檢測(cè)到產(chǎn)品時(shí)��,計(jì)數(shù)器進(jìn)行加計(jì)數(shù)���,當(dāng)前值加1,X4是減計(jì)數(shù)脈沖輸入�����,我們將X4連接出庫(kù)口的光電傳感器SW2,當(dāng)SW2檢測(cè)到產(chǎn)品時(shí)�����,計(jì)數(shù)器進(jìn)行減計(jì)數(shù)���,當(dāng)前值減1�。當(dāng)倉(cāng)庫(kù)內(nèi)的產(chǎn)品達(dá)到設(shè)定值1000時(shí)�����,C248常開(kāi)觸點(diǎn)接通��,輸出滿(mǎn)倉(cāng)報(bào)警信號(hào)���。當(dāng)有任何一個(gè)電機(jī)出現(xiàn)熱保護(hù)信號(hào)故障時(shí)�����,進(jìn)行故障指示�。
這就是三菱FX3U 半成品的入庫(kù)和出庫(kù)傳送控制案例�,你看懂了嘛?
(技成培訓(xùn)網(wǎng)原創(chuàng),作者:蔡慧滎�����,未經(jīng)授權(quán)不得轉(zhuǎn)載,違者必究)
|

電工精品教程
立即掃碼免費(fèi)學(xué)習(xí)
|

電工題庫(kù)寶典
立即掃碼免費(fèi)下載
|

超全PLC學(xué)習(xí)資料包
立即掃碼免費(fèi)下載
|

故障查詢(xún)小程序
立即掃碼免費(fèi)使用
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























