西門子S7-1200 PLC進(jìn)行物料不良品檢測(cè)案例詳解
王曾
發(fā)布于2023-05-22 09:41
257
5
標(biāo)簽:西門子PLC,不良品檢測(cè)案例,西門子S7-1200,西門子案例
一�����、任務(wù)目標(biāo)
該任務(wù)是功能指令應(yīng)用案例�����,使用功能指令有助于我們厘清編程思路�����。本任務(wù)使用了移位指令及遞增指令��,在實(shí)際應(yīng)用中類似有產(chǎn)品檢測(cè)這類項(xiàng)目��,可以使用移位指令來(lái)提高變成效率��。本任務(wù)要求讀者掌握以下幾個(gè)內(nèi)容��。 免費(fèi)試學(xué)PLC精品教程
1.移位指令的使用
2.不良品檢測(cè)程序的編寫(xiě)
二����、任務(wù)描述
如圖3-3-1所示在傳送帶上有“0”,“1”�����,“2”�����,“3”�����,“4”�����,“5”總共6個(gè)工位��,不良品檢測(cè)具體控制要求如下:
(1)機(jī)械手把產(chǎn)品放在第“0”個(gè)工位����,通過(guò)光電開(kāi)關(guān)(或視覺(jué))檢測(cè)。
(2)當(dāng)機(jī)械手每放入一個(gè)產(chǎn)品�,傳送帶移動(dòng)一個(gè)工位 。
(3)當(dāng)傳送帶每移動(dòng)一個(gè)工位凸輪轉(zhuǎn)一圈(I1.1檢測(cè)到一個(gè)信號(hào))��。
(4)當(dāng)檢測(cè)到不良品時(shí)�����,到達(dá)第“4”個(gè)工位氣缸推出�。
(5)當(dāng)不良品掉入箱體里,I1.2將檢測(cè)到一個(gè)信號(hào)���,從而氣缸可以縮回��。
(6)按下復(fù)位按鈕(I1.3),整個(gè)系統(tǒng)重新復(fù)位����。
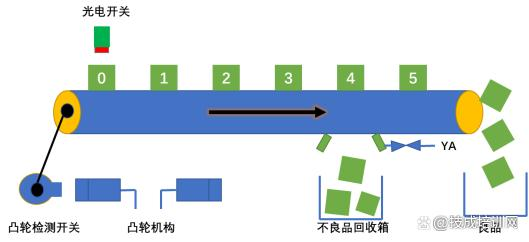
圖3-3-1 不良品檢測(cè)示意圖
三��、相關(guān)知識(shí)
本案例需要使用的功能指令有遞增指令和移位指令����。其中遞增指令在上一節(jié)中有著重介紹�����,在此不贅述�����,本任務(wù)會(huì)介紹移位指令�����。
1.左移位指令 (SHL)
當(dāng)左移指令(SHL)得EN位為高電平“1”時(shí)���,將執(zhí)行移位指令,將IN端指定的數(shù)據(jù)左移N端指定的位數(shù)��,然后寫(xiě)入OUT端指令的目的地址中�����。相關(guān)參數(shù)如下表:
注意:可以從指令框“<???>”下拉列表中選擇該指令的數(shù)據(jù)類型�。
用一個(gè)例子來(lái)說(shuō)明左移指令 (SHL)的使用,梯形圖如圖3-3-2所示
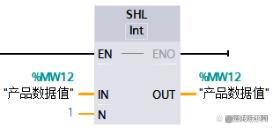
圖3-3-2 移位指令
MW12存儲(chǔ)器中移位前的數(shù)值:
MW12存儲(chǔ)器中移位后的數(shù)值:
四�����、任務(wù)實(shí)施
本任務(wù)的實(shí)施步驟主要分為PLC接線��、IO地址分配以及程序設(shè)計(jì)思路:
1.IO地址分配
2.程序設(shè)計(jì)思路
1).使用遞增指令統(tǒng)計(jì)不良品的個(gè)數(shù)��,每來(lái)一個(gè)不良品數(shù)值加1�。
2).通過(guò)凸輪檢測(cè)傳感器判斷不良品到達(dá)哪個(gè)工位上,然后配合移位指令剔除不良品�。
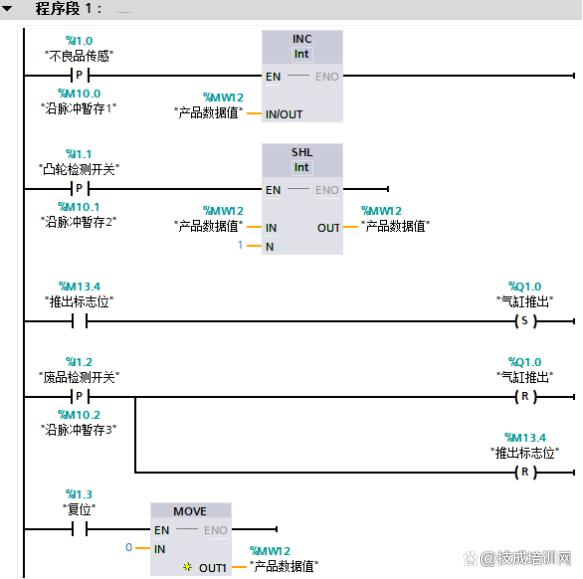
3.程序設(shè)計(jì)
五、經(jīng)驗(yàn)與總結(jié)
在本任務(wù)中��,主要使用的是移位指令在固定的工位剔除不良品���,使用移位指令的好處就是當(dāng)有多個(gè)不良品出現(xiàn)時(shí)��,仍然可以達(dá)到控制要求��,不需要增加復(fù)雜的邏輯程序段����。
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























