附案例源文件|三菱FX3U現(xiàn)場(chǎng)傳送帶之間的通訊
王曾
發(fā)布于2023-03-30 10:52
178
2
標(biāo)簽:三菱PLC
一�����、案例描述
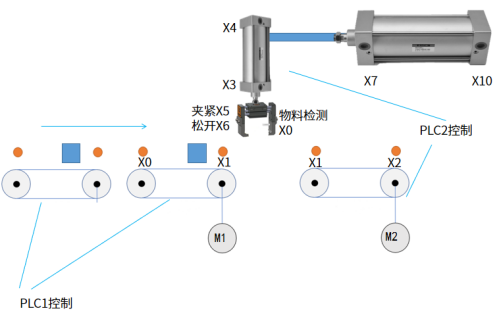
現(xiàn)場(chǎng)有一條傳送帶�,由兩個(gè)部分組成,左邊部分右一臺(tái)plc控制����,右邊部分由另外一臺(tái)plc控制���,需要在同一臺(tái)觸摸屏上面監(jiān)控2臺(tái)plc的數(shù)據(jù)�。
控制要求:
1)plc開(kāi)機(jī)時(shí)或者按下復(fù)位按鈕時(shí),夾爪無(wú)物料時(shí)����,夾取機(jī)構(gòu)需要回原點(diǎn)(松開(kāi)夾爪,上升到頂部)�����;夾爪有物料時(shí)��,需要將物料放到X1位置�����,再回原點(diǎn)�。
2)左邊工位的X1感應(yīng)到物體了,機(jī)械手就過(guò)來(lái)夾取����,放到右邊PLC的X1上面。
3)需要在威綸通觸摸屏上面能監(jiān)控到兩臺(tái)plc上面的各個(gè)點(diǎn)位�。
4)需要有手動(dòng)模式,手動(dòng)模式下���,能自動(dòng)的控制各個(gè)氣缸動(dòng)作���。
二�、三菱NN通訊協(xié)議的介紹
首先��,我們來(lái)介紹一下�����,什么是N:N網(wǎng)絡(luò)�����,它是三菱FX系列plc之間首先數(shù)據(jù)交互的一種專(zhuān)用協(xié)議��,它最多能實(shí)現(xiàn)8臺(tái)FX系列的plc之間進(jìn)行通訊����。
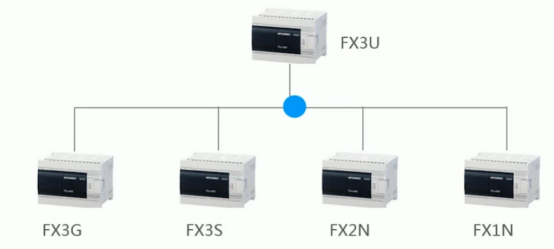
看上圖,我們以一臺(tái)3U的plc作為主站���,于另外的幾臺(tái)plc從站進(jìn)行通訊����,通過(guò)這個(gè)方法���,我們就能實(shí)現(xiàn)主站與各個(gè)從站進(jìn)行信息交互��。下面我們先來(lái)學(xué)習(xí)下接線(xiàn)����,如下圖�����,我們可以在每一個(gè)plc左端添加一個(gè)模塊��,485BD板硬件準(zhǔn)備好了之后����,我們就可以進(jìn)行連線(xiàn),如下圖��,我們可以發(fā)現(xiàn)�,連線(xiàn)非常簡(jiǎn)單。

接線(xiàn)接好之后���,我們需要對(duì)plc的通訊參數(shù)進(jìn)行設(shè)置么���?這里并不需要�,這是三菱專(zhuān)門(mén)做的一種通訊協(xié)議�,非常簡(jiǎn)單,接好線(xiàn)之后就能直接使用�,怎么使用呢,我們先來(lái)看下下圖

我們選擇其中一臺(tái)PLC作為主站(其他plc都是從站)�����,主站plc需要設(shè)定站號(hào)為0����,然后根據(jù)從站個(gè)數(shù),給D8177賦值����,設(shè)定好從站的個(gè)數(shù),最后通過(guò)給D8178賦值����,確定好通訊的數(shù)據(jù)有哪些D8178怎么用,我們后面再講?���,F(xiàn)在設(shè)置如下����,從站個(gè)數(shù)我們?cè)O(shè)置為1個(gè)�����,通訊的模式我們選擇1模式���。
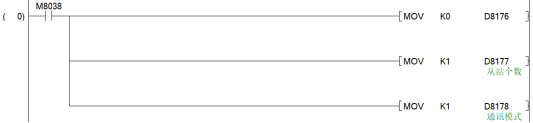
從站設(shè)定的plc,只需要寫(xiě)一行程序�����,設(shè)定一個(gè)站號(hào)�����,比如1號(hào)站��,就用MOV指令給D8176賦值給個(gè)1��,就可以了�,如下圖,

下面我們來(lái)看下通訊模式D8178的設(shè)定,請(qǐng)看下圖
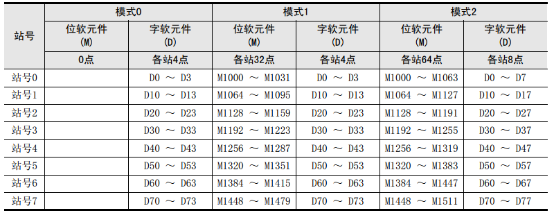
我們選擇的是1模式�,也就是說(shuō)�����,主站可以通過(guò)M1000~M1031����、D0~D3這些點(diǎn)發(fā)送數(shù)據(jù)給其他站接收�,比如我們?cè)僦髡纠镉|發(fā)M1000的線(xiàn)圈導(dǎo)通,那么各個(gè)從站的M1000的常開(kāi)觸點(diǎn)就會(huì)閉合���,我們?cè)僦髡纠锝oD0寫(xiě)個(gè)數(shù)值k3進(jìn)去����,那么從站就能接收到D0里面的數(shù)值為3的數(shù)據(jù)����。
1號(hào)站可以用的通訊的點(diǎn)為M1064~M1095、D10~D13���,在1號(hào)站里導(dǎo)通M1064的線(xiàn)圈��,在主站里的M1064的常開(kāi)觸點(diǎn)就會(huì)閉合(其他從站的M1064不會(huì)閉合���,因?yàn)閺恼局荒芎椭髡就ㄓ崳?��,同理,給D10里面寫(xiě)個(gè)數(shù)據(jù)�����,比如k10��,那么主站里面就能接收到D10里面的k10的數(shù)據(jù)����。
有些人會(huì)問(wèn)�,為什么要設(shè)定通訊模式,直接用最多數(shù)據(jù)的那個(gè)模式就好啊����,這多麻煩啊。這是因?yàn)橥ㄓ嵾^(guò)多數(shù)據(jù)會(huì)影響通訊的速度��。
以上內(nèi)容就是對(duì)NN網(wǎng)絡(luò)的介紹��。
三����、程序設(shè)計(jì)
1. I/O分配
第一臺(tái)PLC
|
輸入點(diǎn)
|
注釋
|
輸出點(diǎn)
|
注釋
|
|
X0
|
入料感應(yīng)
|
Y0
|
傳送帶運(yùn)行
|
|
X1
|
出料感應(yīng)
|
|
|
|
|
|
|
|
|
M1064
|
物料檢測(cè)
|
M1000
|
復(fù)位
|
|
M1065
|
入料感應(yīng)2
|
M1001
|
出料感應(yīng)
|
|
M1066
|
出料感應(yīng)2
|
M1002
|
手自動(dòng)
|
|
M1067
|
下降感應(yīng)
|
M1003
|
下降
|
|
M1068
|
上升感應(yīng)
|
M1004
|
上升
|
|
M1069
|
夾緊感應(yīng)
|
M1005
|
夾緊
|
|
M1070
|
松開(kāi)感應(yīng)
|
M1006
|
松開(kāi)
|
|
M1071
|
左移感應(yīng)
|
M1007
|
左移
|
|
M1072
|
右移感應(yīng)
|
|
|
|
M1073
|
傳送帶運(yùn)行
|
|
|
第二臺(tái)PLC
|
序號(hào)
|
注釋
|
輸出點(diǎn)
|
注釋
|
|
X0
|
物料檢測(cè)
|
Y0
|
傳送帶運(yùn)行
|
|
若有收獲,就點(diǎn)個(gè)贊吧��!
文章來(lái)源于網(wǎng)絡(luò)及文獻(xiàn)如有侵權(quán)請(qǐng)聯(lián)系站長(zhǎng)
分享到:
![]() 微信掃一掃分享
微信掃一掃分享
閱讀與本文標(biāo)簽相同的文章
三菱PLC
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























