三菱實用定位控制程序案例(附源程序)
吳翠萍
發(fā)布于2020-11-29 09:49
41
4
標(biāo)簽:三菱PLC,三菱定位,PLC程序
 【點(diǎn)擊領(lǐng)取】三菱案例 | 西門子案例 | 電工手冊 | 工具箱 軟件
【點(diǎn)擊領(lǐng)取】三菱案例 | 西門子案例 | 電工手冊 | 工具箱 軟件
【點(diǎn)擊獲取】三菱PLC例程117個|西門子PLC例程777個
【點(diǎn)擊下載】2020最新電工仿真軟件
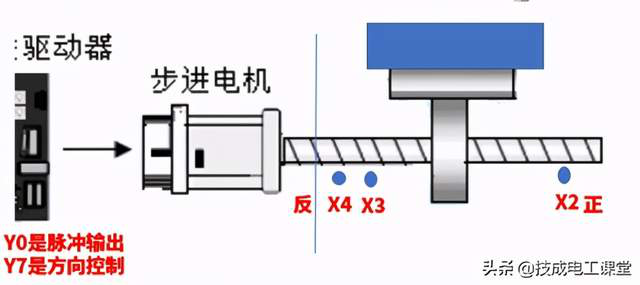
首先����,看這篇文章需要具備定位的基礎(chǔ)知識,知道步進(jìn)電機(jī)怎么通過脈沖去控制的�����。
下面是電機(jī)的示意圖�,plc通過Y0發(fā)脈沖�,Y7控制電機(jī)的方向��。X2是正極限��,X4是負(fù)極限�,X3是原點(diǎn)回歸。
控制由觸摸屏去控制�,控制的功能鍵如下
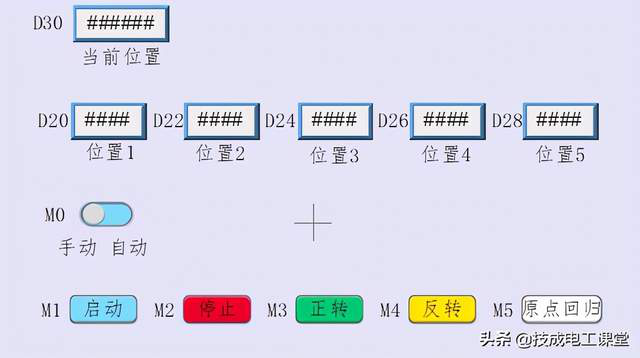
M0是手自動切換開關(guān),M1是啟動按鈕�����,在自動狀態(tài)下���,按下M1�,電機(jī)會走到位置1����,再走到位置2,再走到位置3�,再到4,再到5���,然后回到第一步����,不斷循環(huán)。
M2是停止的按鈕�,按下去后動作停止,M3是正轉(zhuǎn)點(diǎn)動控制�����,M4是反轉(zhuǎn)點(diǎn)動控制�,M5是原點(diǎn)回歸啟動,按下原點(diǎn)回歸���,電機(jī)能夠自動回到原點(diǎn)X3。
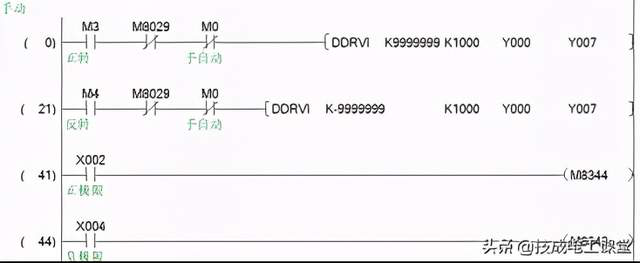
下面我們開始寫程序�����,先寫手動控制的程序�����,兩個對應(yīng)的M點(diǎn)分別控制輸出正轉(zhuǎn)和反轉(zhuǎn)�,把正反極限寫入。
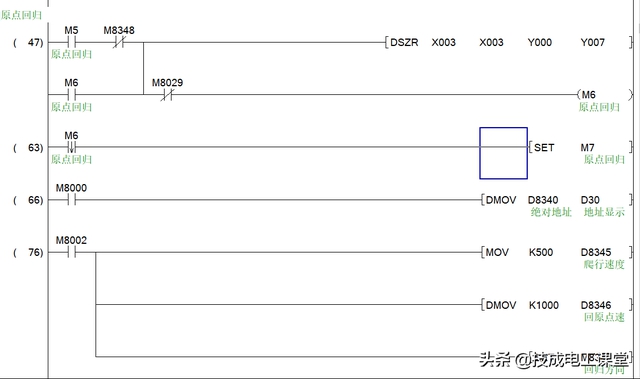
然后是原點(diǎn)回歸的程序,觸發(fā)由M5觸發(fā)��,由M6保持自鎖�����,然后秒是原點(diǎn)回歸完成標(biāo)志位���,當(dāng)原點(diǎn)回歸完畢后M7會導(dǎo)通��,后面的自動控制程序需要在這個條件下才能觸發(fā)����。
把D8340的位置信息傳送到D30,然后由觸摸屏顯示實際的位置���,通過D8345和D8346設(shè)定好爬行速度和原點(diǎn)回歸速度�。
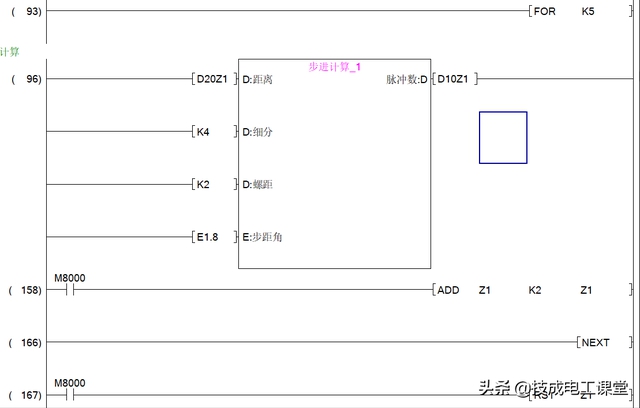
接下來我們在觸摸屏里面輸入的是實際的距離���,那么需要進(jìn)行計算����,這里我們需要學(xué)習(xí)定位的計算相關(guān)知識點(diǎn)��。
我們這里通過之前做好的一個FB塊,通過變址��,把對應(yīng)的5個位置的信息進(jìn)行計算�,計算出實際所需的脈沖數(shù),原本是D20�、D22、D24�����、D26�����、D28����,計算出的脈沖結(jié)果保存在D10�、D12、D14����、D16、D18里面���,后面我們通過自動的程序去進(jìn)行調(diào)用���。
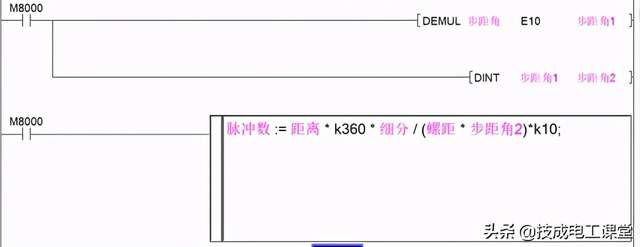
FB塊內(nèi)部的程序如下�,是結(jié)合ST語言去編寫的下:
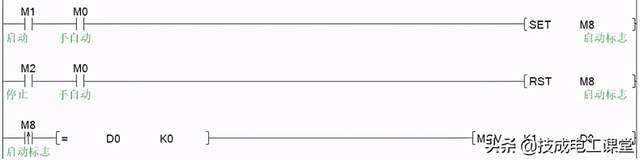
得到D10����、D12、D14�、D16、D18這幾個位置信息后����,下面我們寫定位的順序控制程序,通過M1按鈕對程序進(jìn)行啟動����,通過D0來紀(jì)錄動作的步驟,用mov指令把K1送到D0里面��,程序進(jìn)入第一步:
【源程序下載】

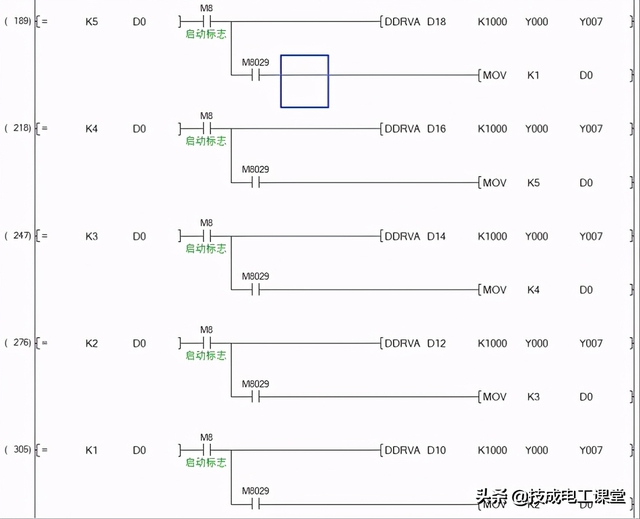
自動第一步��,用絕對得指令��,讓電機(jī)走到D10的位置:

動作完成M8029導(dǎo)通�����,把K2傳送到D0里面,程序進(jìn)入第二步�,電機(jī)走到D12的位置

動作完成M8029導(dǎo)通,把K3傳送到D0里面�����,程序進(jìn)入第三步�����,電機(jī)走到D14的位置

動作完成M8029導(dǎo)通��,把K4傳送到D0里面�,程序進(jìn)入第四步,電機(jī)走到D16的位置

動作完成M8029導(dǎo)通����,把K5傳送到D0里面,程序進(jìn)入第四步�����,電機(jī)走到D18的位置

動作完成M8029導(dǎo)通�,把K1傳送到D0里面,回到第一步��,不斷循環(huán)�����。
這一部分的程序需要注意�����,由于受掃描周期影響(這個需要看課程講解�����,不然文字解釋不清楚)上面那些動作需要逆序去寫程序���。
以上整套程序����,程序源文件可以提供給大家���,軟件用的works2 軟件1.576A以上版本���,觸摸屏使用了威綸通EB pro軟件6.02版本的���。
(技成培訓(xùn)網(wǎng)原創(chuàng),作者:陳育鑫���,未經(jīng)授權(quán)不得轉(zhuǎn)載�,違者必究)

技成培訓(xùn)
微信公眾號:jcpeixun
|

技成電工課堂
微信公眾號:jcdgkt
|

學(xué)PLC聯(lián)盟
微信公眾號:jcpx006
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























