西門子S7-200 SMART如何畫三角形
饒等
發(fā)布于2021-06-15 17:56
20
2
標(biāo)簽:西門子PLC,西門子編程軟件,PLC仿真軟件
 【免費(fèi)下載】PLC軟件下載_PLC軟件安裝教程_PLC手冊下載_PLC案例下載��!
【免費(fèi)下載】PLC軟件下載_PLC軟件安裝教程_PLC手冊下載_PLC案例下載��!
【免費(fèi)學(xué)習(xí)】 變頻器精品課程_西門子PLC精品教程_三菱PLC精品教程���!
在前面的文章中,給大家介紹了S7-200SMART如何驅(qū)動XY軸平臺實現(xiàn)畫圓的功能�����,今天給大家介紹S7-200SMART如何驅(qū)動XY軸平臺實現(xiàn)畫多邊形的功能�,文中以畫三角形為例給大家介紹���,希望大家通過對該文章的閱讀及理解可實現(xiàn)畫多邊形的功能。
一���、 實驗設(shè)備介紹
(1) 西門子S7-200SMART系列PLC��,CPU型號為ST20���。
(2) XYZ軸平臺一套,該平臺有三個步進(jìn)驅(qū)動器���,三套電機(jī)配合絲桿�,在本例子因ST20型號的CPU只支持2軸高速脈沖輸出���,所以只驅(qū)動X軸和Y軸��。實驗平臺如下圖所示:
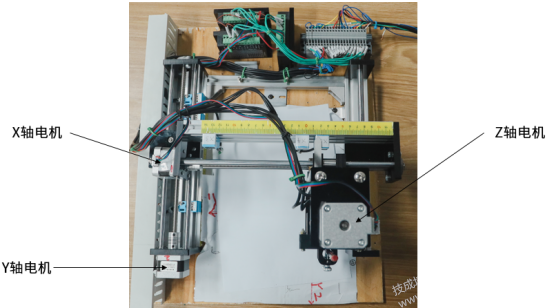
注:定義往電機(jī)方向移動為正方向,絲桿的邏輯為4mm�,步進(jìn)驅(qū)動的細(xì)分設(shè)置為3200個脈沖一轉(zhuǎn)。
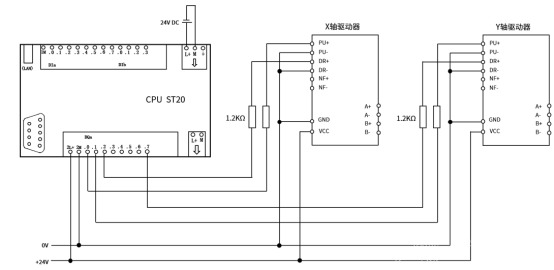
CPU輸出端Q0.0和Q0.2分半為X軸的脈沖和方向信號�,Q0.1和Q0.7位Y軸的脈沖和放信號,步進(jìn)驅(qū)動器有PLC的接線圖如下所示:
二�、 直線插補(bǔ)算法說明
如下圖所示���,原點(diǎn),1#點(diǎn)���,2#點(diǎn)���,三點(diǎn)構(gòu)成了一個三角形,若需要使用S7-200SMART系列PLC驅(qū)動前面所描述的XY軸實驗平臺畫出來��,則需要用到XY軸同時運(yùn)動來實現(xiàn)走直線的功能��,但S7-200SMART系列PLC沒有直線插補(bǔ)功能���,只能考慮自編程序來實現(xiàn)����。
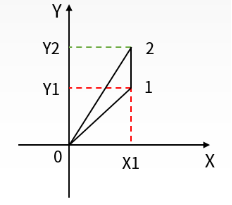
如上圖所示��,X軸和Y軸要同時從原點(diǎn)啟動到1#點(diǎn)位置�����,則X軸和Y軸所移動的時間是相同的,因此已知目標(biāo)位置的坐標(biāo)及一個軸的速度(主站速度)���,然后根據(jù)已知的軸的位置和速度計算出時間后再去計算出另外一個軸的速度���。根據(jù)此原則則可得到如下公式:

三、三角形移動程序設(shè)計說明
根據(jù)分析��,對S7-200SMART系列PLC的驅(qū)動XY軸平臺實現(xiàn)三角形運(yùn)動的程序設(shè)計主要分為“運(yùn)動向?qū)У慕M態(tài)配置”���、“初始化與回原點(diǎn)程序”����、“速度換算程序”����、“取絕對值程序”、“開始運(yùn)行程序”幾部分組成���。
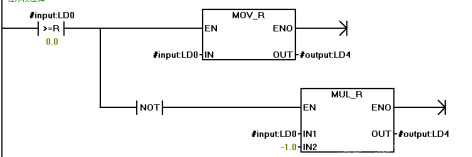
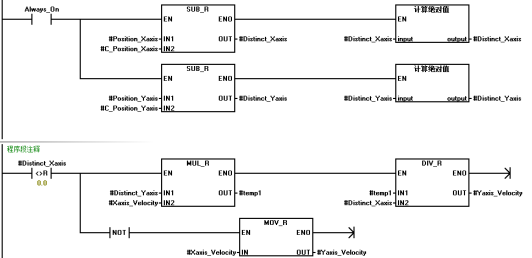
(1)速度換算程序
速度換算程序����,根據(jù)給定的X軸的速度��,計算出Y軸的速度��,在輸?shù)挠嬎阒袨榱吮WC計算得到的速度值為正數(shù)�,因此對目標(biāo)位置減去當(dāng)前位置后得到的結(jié)果去絕對值運(yùn)算,因此還需要編寫取絕對值的子程序�����。如下圖所示�����,第一段程序為取絕對值運(yùn)算的子程序�����,第二段為速度換算的子程序�����。
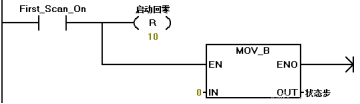
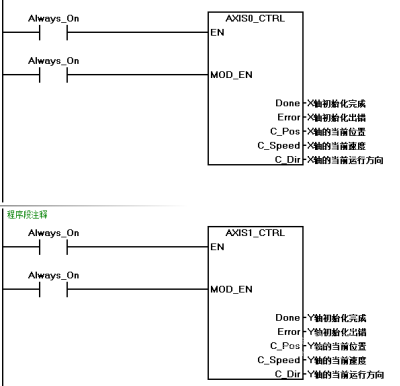
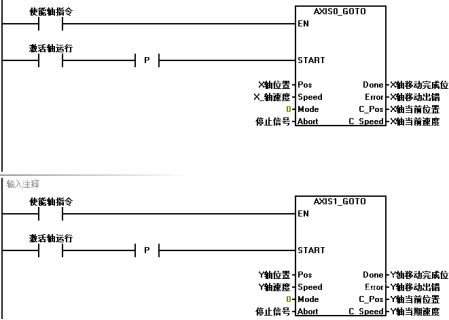
(2)初始化和回原點(diǎn)程序設(shè)計
對X軸和Y軸分別進(jìn)行初始化���,初始化程序如下圖所示
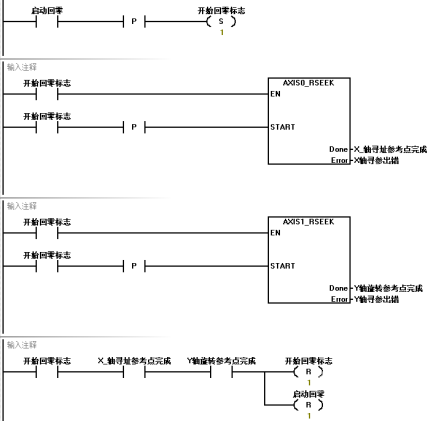
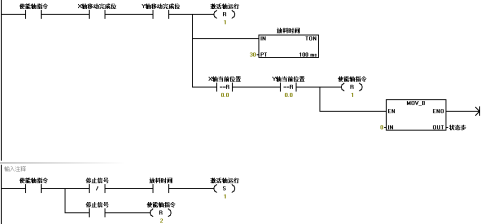
對X軸和Y軸分別心回原點(diǎn)操作��,使畫筆移動到原點(diǎn)位置
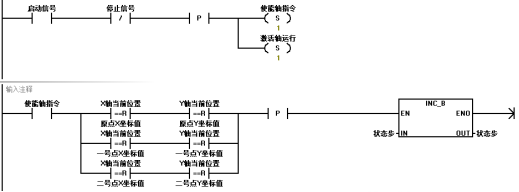
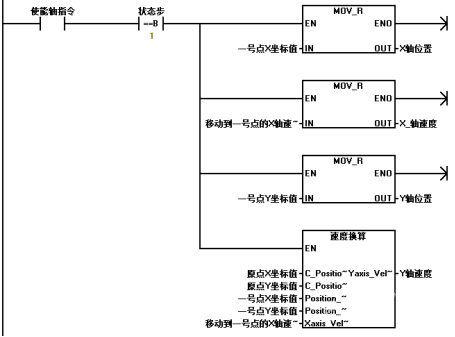
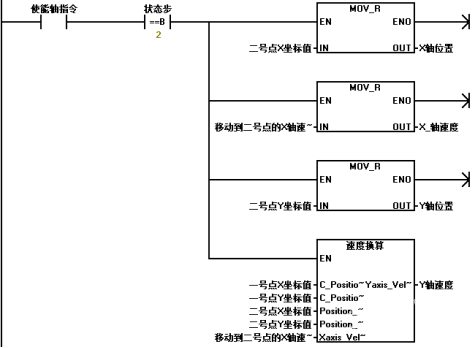
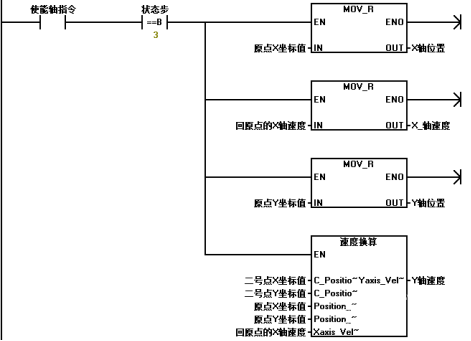
(3)編寫走三角形運(yùn)行程序
四����、結(jié)語
程序僅供參考,實際使用請根據(jù)情況進(jìn)行修改���,需要通過該案例后大家可一反三�����,能夠編寫出更復(fù)雜的程序��。
(技成培訓(xùn)網(wǎng)原創(chuàng)��,作者:曾鑫�����,未經(jīng)授權(quán)不得轉(zhuǎn)載��,違者必究)
|

電工精品教程
立即掃碼免費(fèi)學(xué)習(xí)
|

電工題庫寶典
立即掃碼免費(fèi)下載
|

超全PLC學(xué)習(xí)資料包
立即掃碼免費(fèi)下載
|

故障查詢小程序
立即掃碼免費(fèi)使用
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























