FX3U PLC通過(guò)手搖輪����,如何手動(dòng)控制步進(jìn)電機(jī)(附源程序)
吳翠萍
發(fā)布于2020-11-26 16:59
21
2
標(biāo)簽:三菱PLC,PLC案例
 【點(diǎn)擊領(lǐng)取】三菱案例 | 西門(mén)子案例 | 電工手冊(cè) | 工具箱 軟件
【點(diǎn)擊領(lǐng)取】三菱案例 | 西門(mén)子案例 | 電工手冊(cè) | 工具箱 軟件
【點(diǎn)擊獲取】三菱PLC例程117個(gè)|西門(mén)子PLC例程777個(gè)
【點(diǎn)擊下載】2020最新電工仿真軟件
一、動(dòng)作描述:
系統(tǒng)的框架如下圖
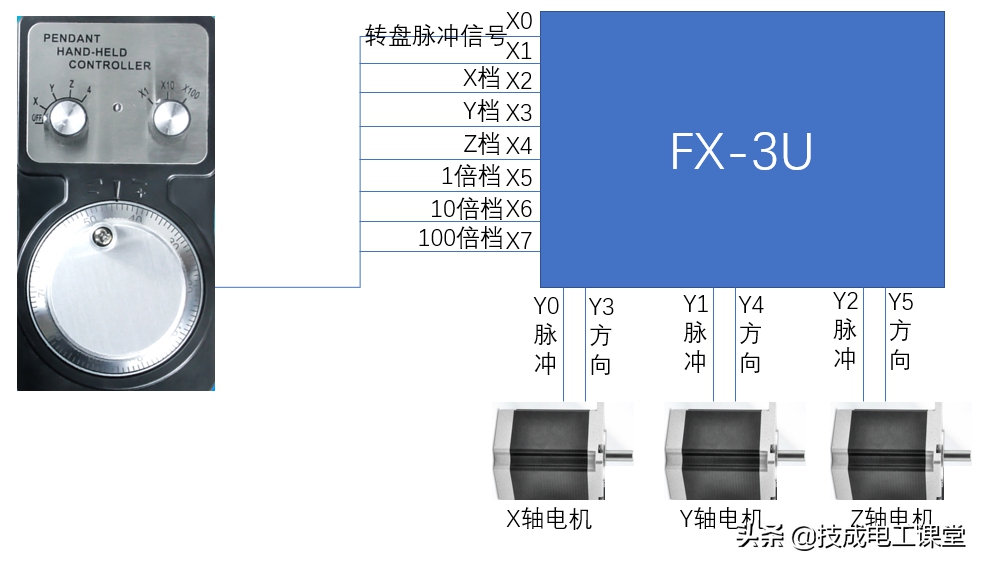
一臺(tái)3U的plc��,控制了3臺(tái)步進(jìn)電機(jī)�,分別控制了X、Y���、Z這3個(gè)軸�,PLC接了一個(gè)手搖輪�,可以手動(dòng)控制這3個(gè)軸,手搖輪的第一個(gè)旋鈕可以選擇控制不同的軸��,第二個(gè)懸念可以選擇速度的倍率����,然后通過(guò)轉(zhuǎn)盤(pán)控制電機(jī)正反運(yùn)轉(zhuǎn)。
二����、硬件設(shè)備:
1.三菱PLC :FX3U-16MT-ES-A
2.42步進(jìn)電機(jī)套裝:3臺(tái)
3.數(shù)控機(jī)床電子手輪
三、軟件:
所需軟件版本:GX Works2(1.576A版本)
四��、I/O分配:

五�����、程序編寫(xiě)及思路:
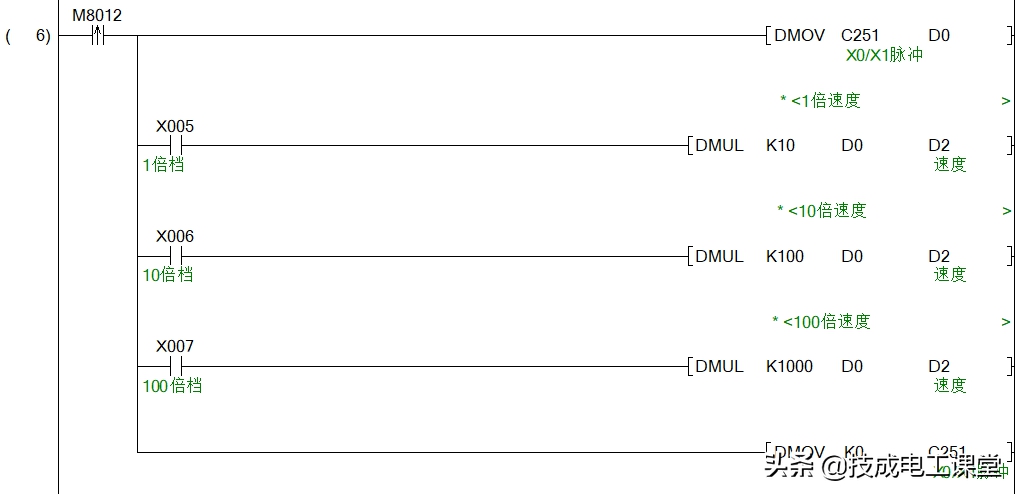
(1)根據(jù)3U高速計(jì)數(shù)器的表格,可以找到X0和X1對(duì)應(yīng)的高速計(jì)數(shù)器對(duì)應(yīng)的高速計(jì)數(shù)器是C251�。

我們只需要把手輪上轉(zhuǎn)盤(pán)的兩個(gè)信號(hào)點(diǎn),接入X0和X1就可以��,用以下的程序就能記錄手輪發(fā)出的脈沖信號(hào)個(gè)數(shù)

(2)通過(guò)M8012的上升沿信號(hào)用DMOV指令把脈沖數(shù)讀取到D0里面����,每隔100ms讀取1次,1倍檔時(shí)我們乘以10倍放到D2寄存器里面��,就是相當(dāng)于算出了1秒里面能夠發(fā)送的脈沖數(shù)�,1s發(fā)送的脈沖數(shù)就是的頻率,后面控制的程序就用這個(gè)D2的數(shù)據(jù)去控制��,10倍檔就控制乘以100���,100倍檔就乘以1000�,最后面清空下這個(gè)高速計(jì)數(shù)器����。
這樣每隔100ms就刷新一般數(shù)據(jù)(這里我的手輪一圈的脈沖數(shù)和步進(jìn)電機(jī)轉(zhuǎn)一圈需要的脈沖數(shù)是一致的,假如不同,那你需要根他們的比值去做一個(gè)乘法或者除法的運(yùn)算)���,另外,3U的plc沒(méi)有手輪控制的功能���,我們程序沒(méi)辦法做到絕對(duì)的同步�����,動(dòng)作存在誤差���。
(3)由于硬件的限制,頻率一超過(guò)10000HZ時(shí)步進(jìn)電機(jī)就控制不了(不同的電機(jī)硬件這個(gè)頻率可能不一樣�����,不一定是10000)����,所以這個(gè)參數(shù)需要根據(jù)你實(shí)際的數(shù)據(jù)去測(cè)試這個(gè)數(shù)據(jù)多大是極限,防止我們手輪搖的過(guò)快)�����,所以下面做了限制

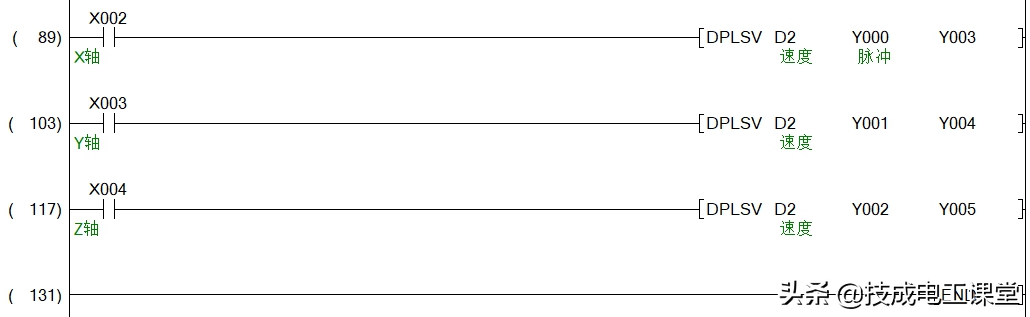
(4)最后面,使用可變速脈沖輸出指令控制�,不同的軸的X點(diǎn)對(duì)應(yīng)不同的Y點(diǎn)進(jìn)行輸出,頻率采用前面計(jì)算出來(lái)的D2進(jìn)行控制�。
以上整套程序,程序源文件可以提供給大家
軟件用的works2 軟件1.576A以上版本
(掃描下方二維碼免費(fèi)領(lǐng)?���。?/strong>

(技成培訓(xùn)網(wǎng)原創(chuàng),作者:陳育鑫��,未經(jīng)授權(quán)不得轉(zhuǎn)載�,違者必究)

技成培訓(xùn)
微信公眾號(hào):jcpeixun
|

技成電工課堂
微信公眾號(hào):jcdgkt
|

技成PLC課堂
微信公眾號(hào):jc-plc
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)























